CNC Optimization Software ลดรอบ Cycle Times ลง 25% หรือมากกว่า และยืดอายุ Tool ได้ 2 เท่า
Vericut Force Optimization Software ของ CGTech สามารถลด Cycle Times การทำงานลงอย่างมากถึง 20-70% แม้กระทั่ง Tool Path ที่ออกมาจากการคำนวณของ Software CAM มาก่อนแล้ว Feed rate จะแปรผันเพื่อรักษาความหนาของเศษ Chip และภาระโหลดหัวกัดให้คงที่ ซึ่งสามารถยืดอายุการใช้งานเครื่องมือได้ 100% หรือมากกว่านั้น
ในช่วงหลายปีที่ผ่านมาเทคโนโลยี CAM ได้พัฒนาขึ้นเพื่อให้สามารถใช้กลยุทธ์การกัดแบบใหม่ที่มีประสิทธิผลสูงสุด บางทีสิ่งสำคัญในกลยุทธเหล่านี้คือการตัดเฉือนที่มีประสิทธิภาพสูง ซึ่งสามารถลดรอบเวลาการกัดหยาบได้มากถึง 80% ในบางกรณี แทนที่จะใช้การกัดหนักๆ แบบเดิมๆ ด้วยกระบวนการนี้ คุณจะใช้ดอกกัดแบบแข็งที่มีระยะกินลึกมากกว่า การเลื่อนมีด (Step Over) ขนาดเล็ก และอัตราป้อนคงที่สูง อย่างไรก็ตาม ข้อจำกัดคือกลยุทธ์นี้สามารถใช้ได้เฉพาะในบางสถานการณ์ภายในโปรแกรมส่วนหนึ่งเท่านั้น โดยส่วนใหญ่ของรอบเวลาทั้งหมดมักจะยังคงใช้เทคนิคการตัดแบบดั้งเดิม
เรียนรู้วิธีที่ Sandivk Coromant Mebane ลด Cycle Times และเพิ่มการประหยัดโดยใช้ VERICUT Force
CGTech มีคำตอบสำหรับสิ่งนี้ด้วยซอฟต์แวร์เพิ่มประสิทธิภาพหลังโปรแกรมที่ปรับปรุงโปรแกรมชิ้นส่วนทั้งหมด รวมถึงเส้นทางเครื่องมือที่ปรับให้เหมาะสม CAM ซอฟต์แวร์ที่เรียกว่า VERICUT Force ทำงานบนหลักการของการรักษาความหนาของเศษและน้ำหนักหัวกัดให้คงที่ตลอดเส้นทางเครื่องมือแต่ละเส้น และปรับอัตราการป้อนให้เหมาะสม ในกรณีส่วนใหญ่ นี่หมายถึงการป้อนเร็วกว่าที่ตั้งโปรแกรมไว้โดยส่วนใหญ่ และบางครั้งก็ป้อนช้าลงในช่วงเวลาที่มีหน้าสัมผัสหัวกัดสูง ผลลัพธ์มักเป็นการลดรอบเวลาโดยรวมลง 25% หรือมากกว่า โดยมีอายุการใช้งานเครื่องมือยาวนานขึ้นอย่างมากและผิวสำเร็จที่ดีขึ้นเช่นกัน
เพิ่มประสิทธิภาพความหนาของ Chip และแรงตัดของ Cutter
ด้วย Feed ที่คงที่ ผู้ทำโปรแกรมแทบไม่มีทางเลือกที่จะปรับ แถมยังต้องระมัดระวังในอัตรา Feed ที่พวกเขาเลือก เนื่องจากต้องคาดการณ์ล่วงหน้าและต้องแน่ใจว่าTool Cutter นั้น สามารถทนอยู่ได้ในสภาวะการตัดเฉือนที่เลวร้ายที่สุด
ยกตัวอย่างเช่น คุณสามารถกัดผนัง Pocket ได้ในอัตราป้อน Feed ที่สูงมาก แต่เมื่อเครื่องมือไปถึงมุมชิ้นงาน หน้าสัมผัสมีดกัดจะพุ่งสูงขึ้นอย่างมาก ทำให้เกิดการกระแทกและการสั่นสะเทือน และอาจถึงกับทำให้เครื่องมือแตกหักได้ การกัด Corner เป็นกรณีที่เห็นได้ชัดเจน แต่มักจะมีกรณีแบบนี้ได้อีกในโปรแกรมกัดทั่วๆไป เช่น เมื่อ Tool เริ่มเข้าไปกัดวัสดุ หรือในสถานการณ์ที่ละเอียดอ่อนอื่นๆ
โดยทั่วไป ระบบ CAM ไม่สามารถคาดการณ์โมเมนต์เหล่านี้ของโหลดของหัวกัดที่แตกต่างกันได้ ดังนั้นอัตราการป้อนที่ปลอดภัยมากเกินไปจึงถูกเลือกเพื่อรักษาสภาพการตัดเฉือนที่ไม่เป็นมิตรที่คาดการณ์ได้ แต่ยังส่งผลให้การตัดมีประสิทธิภาพลดลงในพื้นที่อื่นๆ ซึ่งควรได้รับการกลึงด้วยความเร็วตัดที่เร็วขึ้น
Force Software ทำงานโดยการวิเคราะห์ ความหนาของเศษ Chip และ Load ของตัว Cutter และหลังจากปรับแต่งอัตรา Feed เพื่อคงไว้ซึ่งความปลอดภัยของสภาพการตัดเฉือนในแต่ละ Operation
จุดสำคัญในการเลือกใช้ความเร็ว Feed คือ software ต้องสามารถกำหนดความหนาของเศษและน้ำหนักหัวกัดได้ภายใต้สภาวะการตัดเฉือนและวัสดุเกือบทั้งหมด ซึ่งจะช่วยให้ซอฟต์แวร์สามารถชดเชยความแปรปรวนของโหลดหัวกัดแบบอัตโนมัติ โดยการปรับอัตราการป้อนขึ้นในตำแหน่งที่คุณสามารถตัดเฉือนได้เร็วขึ้น และลดลงในช่วงเวลาที่โหลดของหัวกัดเกินระดับที่ต้องการ
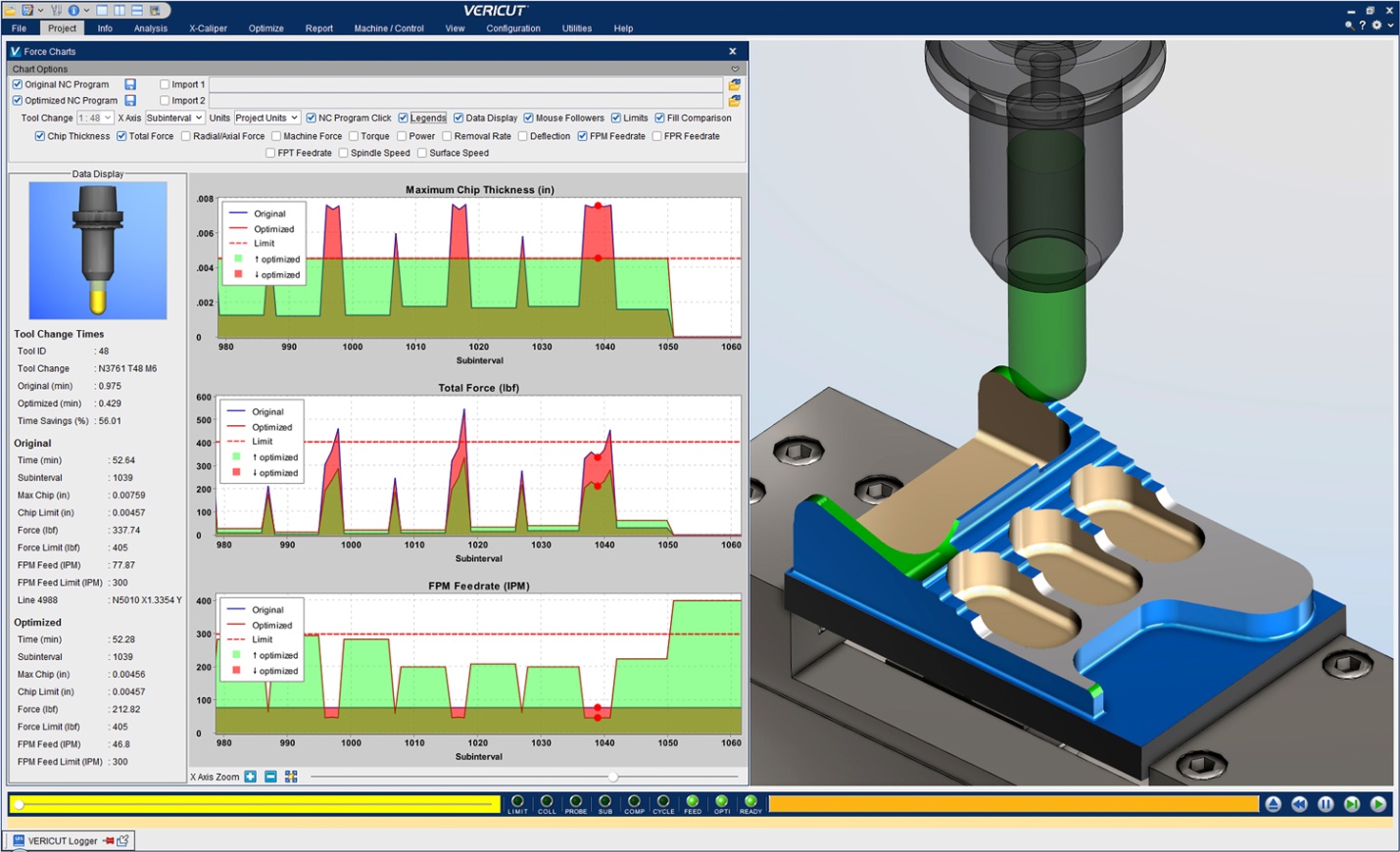
ภาพด้านบนแสดงวิธีการทำงานบน Operation ทั่วๆไป ขณะที่คุณกำลังดูการจำลองขั้นตอนการตัด คุณจะเห็นว่าเส้นทางของเครื่องมือมีความหนาเศษเกินสูงสุดที่ใด (แสดงเป็นสีแดงในกราฟด้านบน) และจุดที่แรงมากเกินไปบนหัวกัด (กราฟตรงกลาง) แน่นอนว่าช่วงเวลาเหล่านั้นจำเป็นต้องแก้ไขด้วยอัตราการป้อนที่ช้าลง แต่พื้นที่สีเขียวทั้งหมดในระหว่างนั้นมีโอกาสที่จะตัดเฉือนได้เร็วขึ้นอย่างมาก ดังแสดงในกราฟด้านล่าง
ด้วยวิธีการนี้ Force ยังสามารถเพิ่มประสิทธิภาพ CAM ที่มีอยู่ได้อีกซึ่งมันเรียกว่า “Optimized” Tool paths เนื่องจากระบบ CAM ส่วนใหญ่ไม่สามารถคำนวณความหนาของเศษที่คงที่ตามการมีส่วนร่วมของหัวกัดในชิ้นงานสต็อกและแรงตัด หรือปรับอัตราป้อนแบบไดนามิกตามวิกฤตเหล่านี้ ตัวแปร แรงสามารถลดเวลาการตัด HEM (การกัดที่มีประสิทธิภาพสูง) ที่มีอยู่ได้อีกมากถึง 20% แต่ผลตอบแทนที่มากกว่าก็คือ Force จะปรับกลยุทธ์การตัดทั้งหมดให้เหมาะสมตามความหนาของเศษและน้ำหนักหัวกัด ดังนั้นจึงใช้ได้กับโปรแกรมชิ้นส่วนแทบทั้งหมด และสามารถใช้กับการกัดหยาบ การเก็บผิวกึ่งละเอียด และการเก็บผิวละเอียด ใช้งานได้แม้กระทั่งในงานกลึง
วิดีโอนี้แสดงตัวอย่างต่างๆ เกี่ยวกับประสิทธิภาพของ Force ในการลดเวลาในการตัดด้วยเครื่องมือและวัสดุต่างๆ
Force ช่วยประหยัดเวลาได้มากแค่ไหน? ขึ้นอยู่กับความสามารถในการแปรรูปของวัสดุและความซับซ้อนของชิ้นส่วน และโดยปกติวัสดุและชิ้นส่วนที่ยากขึ้น ผลตอบแทนก็จะยิ่งสูงขึ้น เพื่อช่วยในการวัดปริมาณการปรับปรุงในวัสดุที่ยากขึ้นผู้ผลิตแม่พิมพ์ฉีดและ Force user iMFLUX Inc. (แฮมิลตัน โอไฮโอ) ได้ทำข้อความควบคุมบางส่วน พวกเขาพบว่า:
• สำหรับชิ้นงานสแตนเลส 420 ที่ผ่านการอบชุบด้วยความร้อนเป็น 48 Rc Force สามารถทำให้เวลารอบการทำงานลดลงจาก 7:51 เหลือ 4:55
ดีขึ้นถึง 37%
• ชิ้นส่วนต่างๆ ที่มีทางเดินเครื่องมือที่ค่อนข้างเรียบง่ายหรือมีรูเจาะจำนวนมากช่วยประหยัดเวลาได้ระหว่าง 9.7% ถึง 19.9%
• เมื่อกัดพื้นผิวที่ซับซ้อนใน 52 Rc Stavax ซึ่งเป็นเหล็กกล้าแม่พิมพ์ชนิดหนึ่ง Force ลดเวลากัดงานได้ถึง 51%
• การตัดเฉือนชิ้นทดสอบ P20 ลดลง 30%
Force ได้ถูกใช้กับโปรแกรมที่ปรับให้เหมาะสมก่อนหน้านี้ด้วย มันลดเวลาหนึ่งชั่วโมงจากรอบเวลาหกชั่วโมงและ นำ Tool loading สูงๆที่เกือบจะทำลาย Cutter โดยทั่วไป Force ประหยัดได้อย่างน้อย 17% สำหรับรูปทรงของชิ้นส่วนพื้นฐาน และ 45% สำหรับรูปทรงที่ซับซ้อน และยืดอายุการใช้งานของเครื่องมือขึ้นอย่างมาก โดยมีการบิ่นหรือสึกหรอของคมตัดเพียงเล็กน้อยหรือไม่มีเลย อ่านเพิ่มเติมเกี่ยวกับ Force ที่ iMFLUX Inc.
มีวิธีการอย่างไรในการ Generate Chip ที่สมบูรณ์แบบ
ทั้งหมดนี้ทำให้เกิดคำถามว่า Force “รู้” ได้อย่างไรว่าความหนาของเศษที่เหมาะสมควรเป็นอย่างไรสำหรับ Tool และวัสดุที่กำหนด มันสามารถทำได้สองวิธี
ข้อมูลผู้ผลิตเครื่องมือตัด – ผู้ผลิตเครื่องมือตัดให้ข้อมูลเริ่มต้นสำหรับเครื่องมือตัดซึ่งสามารถดาวน์โหลดได้จาก Cloud ด้วยข้อมูล Geometry เครื่องมือผ่านแอปพลิเคชัน เช่น Machining Cloud, Coro Plus, TDM และอื่นๆ โดยการใช้ฟังก์ชัน VERICUT Tool Import Tool จะถูก import เข้ามาในการ Machining เรียกว่า Intelligence Function ของการตัดเฉือน เช่น ช่วงการตัดที่สมจริงสำหรับประเภทของวัสดุที่จะตัดเฉือน และค่าเริ่มต้นที่เหมาะสมสำหรับการปรับให้เหมาะสม
การเรียนรู้จาก NC Program – VERICUT มีฟังก์ชันการเรียนรู้ของเครื่องที่สามารถกำหนดความหนาของเศษในอุดมคติได้โดยอัตโนมัติโดยการประมวลผลโปรแกรม NC และ VERICUT จะวิเคราะห์การตัดที่ทำโดยเครื่องมือแต่ละชิ้น หรือหลังจากใช้ Learning Function ค่าสามารถปรับได้โดยการตรวจสอบความหนาของเศษและเครื่องมือกราฟแรงตัดด้วยเครื่องมือ และ VERICUT จะวิเคราะห์การตัดที่ทำโดยเครื่องมือแต่ละชิ้น
Vericut Force Optimization Software สามารถใช้ในงานกลึงได้เช่นกัน
การรักษาคมตัดของ Tool
กระบวนการ Optimization นี้อาจส่งผลกระทบอย่างมากต่อต้นทุนที่เกี่ยวข้องกับคมตัดของ Tool ได้หลายวิธี และโดยทั่วไปจะเพิ่มอายุการใช้งานของเครื่องมือขึ้น 100% หรือมากกว่านั้น
การรักษา Load ให้คงที่บนหัวดอกกัดจะช่วยลดการเบี่ยงเบนของเครื่องมือและการสั่นสะท้านได้อย่างมาก ซึ่งอาจทำให้เครื่องมือที่เป็นของแข็งหรือแบบถอดเปลี่ยนได้เสื่อมลงอย่างรวดเร็วผ่านการบิ่นหรือการสึกหรอของคมตัดมากเกินไป มันง่ายกว่ามากในการไปปรับที่ความเร็วที่หัว Spindle
• Tool ที่ชำรุดจะแทบไม่มี และจะมีผลกับการที่เครื่องจักรหยุดทำงานจากสาเหตุข้างต้น เครื่องมือที่มีอายุการใช้งานยาวนานขึ้นหมายถึงการเปลี่ยนแปลงเครื่องมือโดยรวมน้อยลง
• การกัดงานอย่างสม่ำเสมอ (load, Chip thickness) ภายในพารามิเตอร์ที่แนะนำของผู้ผลิตเครื่องมือ ประสิทธิภาพโดยรวมจึงดีขึ้นเพราะช่วยให้ใช้เครื่องมือได้อย่างมีประสิทธิภาพสูงสุด
การผสมผสานระหว่างการกัดงานที่รวดเร็วและปลอดภัยยิ่งขึ้นนี้จะช่วยยืดอายุการใช้งานเครื่องมือของคุณอย่างมาก ลดต้นทุนเครื่องมือและค่าใช้จ่ายที่เกี่ยวข้องกับการหยุดทำงานของเครื่องจักรและการเปลี่ยนเครื่องมือใหม่